Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
In many cases, and by no means exclusively for the production of optical articles, the condition of the cavity surface (porosity, ripples, roughness) is crucial to the quality of the final product. This has a decisive effect on the time needed for mold making and thus on the costs of the mold. Moreover, the ease with which the molding can be released and deposits from thermosets and rubber are affected.
Mirror-finish surfaces require the greatest amount of polishing and facilitate demolding. As opposed to these are untreated cavity surfaces for the production of moldings which do not have to meet optical requirements. Here release properties are the criterion governing the condition of the cavity surface. This also applies to textured surfaces.
The texture determines the ease of demolding and calls for more draft than for polished molds if the texture forms “undercuts”,as when grooves run across the direction of demolding. Some polishing procedures will now be presented below.
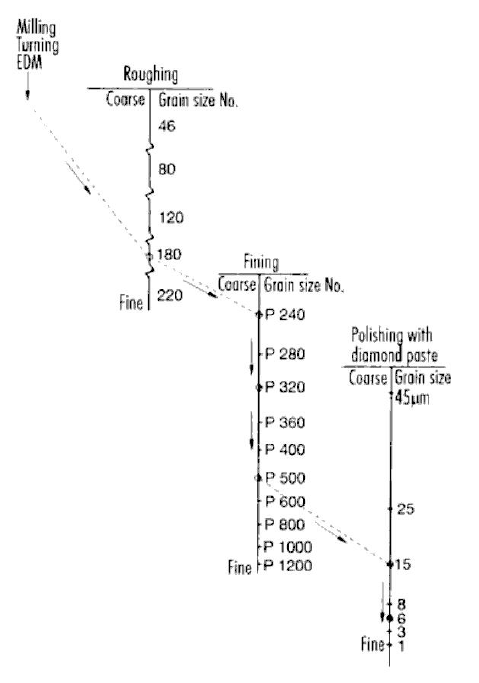
After the cavity has been completed by turning, milling, EDM, etc., the surfaces generally have to be smoothened by grinding and polishing until the desired surface quality of the moldings is obtained and release is easy. Even nowadays, this is still mainly done manually, supported by electrically or pneumatically powered equipment or with ultrasonic.
Coarse grinding produces a blank-metal, geometrically correct surface with a roughness of Ra< 1 um, which can be finished in precision-grinding step or immediate polishing .
Careful work and observance of some basic rules can yield a surface quality with roughness heights of 0.001 (o 0.01 um) after polishing. A precondition for this, of course, is steels that are free from inclusions and have a uniform fine-grained structure, such as remelted steels.
A disadvantage of manual finishing processes is that they are personnel-intensive and that they do not guarantee reproducible removal. Machine-assisted removal with geometric undefined cutter (grinding, honing, lapping) has nonetheless been unable to make a breakthrough. These techniques have major kinematic and technological restrictions in the case of complex, 3D contours.
Some of the fully-automatic polishing processes presented here have also exhibited considerable shortcomings. For this reason, they are almost exclusively used in combination with manual mechanical polishing methods. They are presented here briefly,for the sake of completeness.
