Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
After opening the mold, the molded part usually remains on the ejector half. Undercuts (lateral breakthroughs), bosses, offset or internal threads require additional moving mold parts.
According to the complexity of demolding, the following categories can be considered:
The molded part has undercuts in longitudinal direction. With an appropriate arrangement of the parting line one can produce the part without using lateral sliders or splits.
The flat centerings replace more and more of the tapered centering elements because of the advantage of earlier centering (e.g., 10 to 50 mm before closing the mold completely). Centering of tapered elements occurs only with contact. Correct positioning allows thermal expansions as well. the flat centerings allow different temperatures of both mold halves without any loss of centering effect.
The considerable high effort for the hotrunner-valve gate technology is only economical for large production numbers. However, the electromagnetic operation of the needle offers a cost-effective solution due to the elimination of tubing. It should be noted that the temperature limit for electromagnets is around 80 °C.
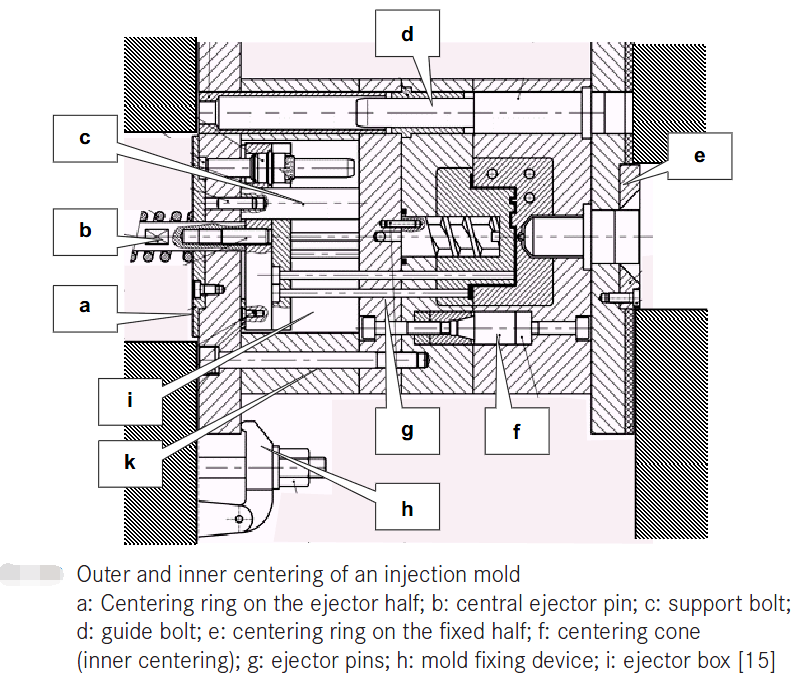
If the effort for hotrunner systems are not justifiable, then a “tunnel gate” which is the most common gate type, is being used. Advantageous is that the automatic separation of the runner from the molded part occurs inside the mold without any additional mechanism.the centering ring e on the fixed half cares for an exact centering of the mold in the injection molding machine. The ring a on the ejector half though, provides only an inaccurate fit in the case of loosened screw in the mold fixing clamp h. The guide pins d are just used for pre-centering due to significant clearance and can’t be used for a precise inner centering.
The central ejector pin b is actuated at an adjustable position of the opening movement or after entry of the robot arm. The ejector pins g which are attached in the ejecting plate are pushing the injection molded part off the core and hand it over to the demolding robot. To avoid bending under the influence of cavity pressure, the ejector box i has to be designed sufficiently stable which means to keep relatively small distances between the support bars k and possibly by means of support pins .
Before the mold closes again, the ejector plate with the ejector pins g is brought back to its initial position. Reaching the ejector backwards position is a standard prerequisite for the initiation of the closing movement. Pushback pins which are touching the parting surface outside the cavity ensure to avoid a cavity damage in case of a defect in the pushback mechanism.
