Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
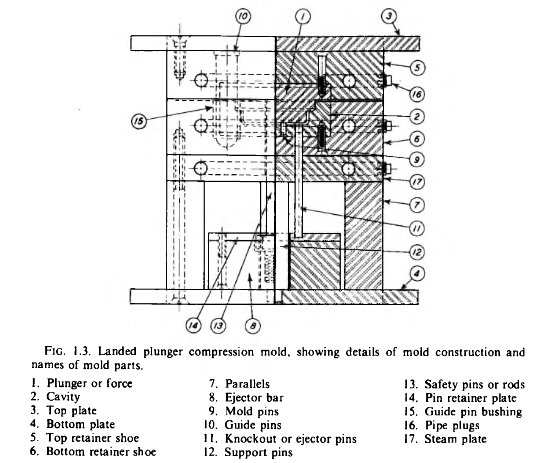
The molds used for compression molding consist of a cavity and a force or plunger. Guide pins maintain the proper relation between these members. The mold cavity forms one surface of the molded part and the molding compound is generally loaded in this member. The mold plunger forms the other surface of the piece being molded, and serves to compress the compound when the mold is closed. The molding compound 格.thus confined to the open space between plunger and cavity while it hardens. Numerous features arc incorporated in the molds to facilitate production. Provision for heating is often included in the mold design. Some presses are equipped with heating platens which transfer the heat to the molds. In some mold designs, the cavity and plunger, or the top and bottom retainer shoes are drilled out to permit steam or hot water to circulate for heating. Knockout or ejector pins are often used to push the piece away from the cavity or plunger.
The only essential difference between the mold and a design in 1986 would be the use of socket head cap screws instead of the fillister head screws.
During the compression molding process, the molding compound is plasticized by the heat and by the pressure exerted when the plunger is closed on the cavity. This creates a considerable force and material flow which will distort and break small mold pins or intricate mold sections. The transfer process differs from this in that the preheated material is loaded in an area external to the cavities, and is then forced into the cavities by a high-pressure ram that enters the loading area to form the molded product. The pressure is maintained until cure is accomplished and the piece hardened. In the transfer process, the material enters the mold as a fluid, with greatly reduced force being exerted on the mold members and inserts. Extremely complex parts having long or complicated inserts, small pins and inserts, or removable wedges or side cores are molded advantageously by the transfer process is especially advantageous when it is necessary to parts which combine thick and thin sections.

in the injection molding process, a considerable bulk of material is held in the Heating chamber and a small quantity is pushed or injected into the closed molds. The machines used are automatic injection molding machines, perform all operations in sequence. For thermoplastic materials, the ting cylinder or screw plasticizing area of the injection machine is sup-with external heating bands that control the temperature up to its plastic state where it can be pushed into the mold. The mold is kept at a temperature below that of the material so that it will chill or harden the compound after it is injected. Automatic transfer molding is sometimes called “injection” molding. When thermosets arc being injection molded, the hot plastic compound is injected into a hotter mold for completion of the hardening or “cure.”

