Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
Most of the literature on injection molding processing refers entirely or primarily to TPs; very little, if any at all, refers to thermoset TS plastics. At least 90 wt% of all injection-molded plastics are TPs. Injection molded parts can, however, include combinations of TPs and TSs as well as rigid and flexible TPs, reinforced plastics, TP and TS elastomers, etc. During injection molding the TPs reach maximum temperature during plastication before entering the mold. The TS plastics reach maximum temperature in the heated molds.
Molding Basics and Overview The following information provides a complete overview of the process of IM . Continually required is better understanding and improving the relationship of process-plastic-product and controlling the complete process. Injection molding is a repetitive process in which melted (plasticized) plastic is injected (forced) into a mold cavity or cavities, where it is held under pressure until it is removed in a solid state, basically duplicating the cavity of the mold .
The mold may consist of a single cavity or a number of similar or dissimilar cavities, each connected to flow channels, or runners, which direct the flow of the melt to the individual cavities. Three basic operations take place:
These three steps are the operations in which the mechanical and thermal inputs of the injection equipment must be coordinated with the fundamental properties and behavior of the plastic being processed; different plastics tend to have different melting characteristics, with some being extremely different. They are also the prime determinants of the productivity of the process, since the manufacturing speed or cycle time will depend on how fast the material can be heated, injected, solidified, and ejected.
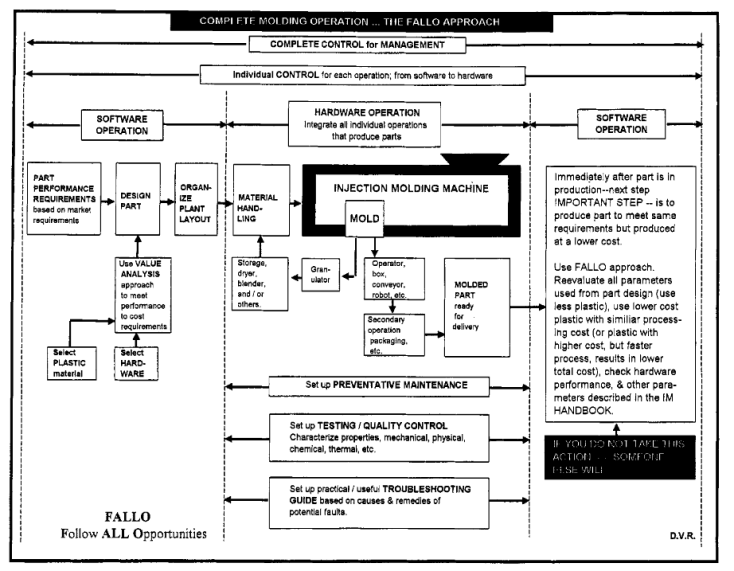
Fig. 1
Depending on shot size and/or wall thicknesses, cycle times range from fractions of a second to many minutes. Other important operations in the injection process include feeding the IMM, usually gravimetrically through a hopper, and controlling the plasticator barrel’s thermal profile to ensure high product quality . An example of complete injection molding operation is shown in Fig. 1. This block diagram basically summarizes what should be considered to ensure a good return on investment to produce all types and shapes of molded products. The block diagram meets the objective in bringing you up to date on today’s technology as well as what is ahead. These important steps must come together properly to produce products consistently meeting performance requirements at the lowest cost. Basically, the approach is to:
To be effective, the evaluation of a product should proceed according to a logical step-by-step process . The result is to target for zero defects.
The recipe for productivity of plastic injection molding companies includes a list of ingredients such as R&D, new technologies, updated equipment, computer automation systems, and adequate modern facilities. But the one ingredient that ties the recipe together is people. None of the ingredients have much use without the right people. As an example, computer software (CAD, CAM, CIIM, etc.) have their place together with the systems hardware. However, while the software and hardware all provide important resources for automating the manufacturing line, to have the line run efficiently requires people to use these resources properly. Equipment and plastic materials are not perfect, so that they require the human touch to ensure their repeatability, etc . Achievable processing plans begin with the recognition that smooth does not mean perfect. Perfection basically is an unrealistic ideal, however one strives to approach it. The expectation of perfection can block genuine communication between workers, departments, management, customers and vendors. A smooth run program can be defined as one that creates a product meeting factors such as performance specification and delivery time and that falls within budget. It can be said that perfection is never reached; there is always room for more development and/or improvement. As has been stated throughout history, to live is to change, and to approach perfection is to have changed often (in the right direction).
